A history of hat-making in Wray dating back to the 1830s


In the census of 1871 for Wray with Botton parish, there were several hatters noted.
l William Swindlehurst, age 62, was a hatter who was born in Wyresdale and lived in Wray Street.
Advertisement
Hide AdAdvertisement
Hide Adl Robert Ripley, age 44, was a hatter born in Wray and lived in Wray Street.
l John Gilligrass, age 61, was a hatter born in Wray who lived in Wray Street.
l James Towers, age 76, was a hatter born in Wray who lived in Wray Street.
Robert Ripley and his brother, Rev William Ripley, were the sons of the owner of a hat factory in Wray.
Advertisement
Hide AdAdvertisement
Hide AdAfter the death of their father, their mother kept the Crown and Thistle Inn. William inherited this inn and the house opposite.
However, William, who was of the opinion that the inhabitants of the village spent too much time drinking in Wray’s many public houses, relinquished the inn’s licence in 1867.
He reduced the rent by £17 and let the Crown and Thistle as a private house to the Carter family from Melling.
In 1881 Robert Ripley, a retired hatter was lodging at Backsbottom Farm, the home of Jacob Blamire and his family. He was 55 years of age at this time. Robert Ripley died on October 31, 1900 aged seventy-four-years.
One of the first stages of hat production was ‘bowing.’
Advertisement
Hide AdAdvertisement
Hide AdThe purpose of this was to separate the fibres of the wool and fur.
‘Bowing’ took place in the ‘bow-garrat.’
The ‘bow-garrat’ comprised of a platform of slatted wood called a ‘hurdle’, which was erected in front of a window.
Often a number of ‘bow-garrats’ would run the length of the hatter’s workshop, each separated from its neighbour by side partitions.
The pole or bow used in the ‘bowing’ process was six or seven feet in length.
Advertisement
Hide AdAdvertisement
Hide AdStretched between these two bridges was a string made of cat gut.
The bow was suspended from the ceiling by a cord of string.
A quantity of wool and fur was placed on the ‘hurdle’. The cat gut string was then plucked over the fur with a small wooden pin. This caused the wool and fur to fly into the air and float down to form a loose mat of overlapping fibres.
This material was called a ‘batt’ which was then pressed down further with a wicker hat basket and finally with a piece of leather.
A stiff paper template was laid on top of the ‘batt’, slightly smaller but of a similar shape.
Advertisement
Hide AdAdvertisement
Hide AdThe edges of the ‘batt’ were then folded over this paper template and a second ‘batt’ laid on top.
The hatter then pressed and rolled the ‘batts’ together, matting the edges to form a loose conical shaped hat.
The next stage in the hat-making process was ‘basoning’. The ‘bason’ was a circular piece of iron that was laid over a hole in the plank, heated by a fire beneath.
The prepared cap was then laid on the warm iron and the process of felting carried on by folding, pressing and sprinkling continually with water.
Advertisement
Hide AdAdvertisement
Hide AdThis led to the hat reducing in size to approximately 24 inches long by 30 inches wide.
The hat was now firm enough to move on to the next stage in the hat-making process, which was planking.
l The appliance used in ‘planking’ was a battery. This consisted of five to seven mahogany planks supported by stone or brick work and met at the base in a ‘kettle’ positioned above a fire.
The ‘planking’ process started with the hatter dipping the body of the hat into hot water and then gentle rolling it in various directions either by hand or with a wooden pin.
Advertisement
Hide AdAdvertisement
Hide AdAfter working in this way for a short period of time, the body of the hat acquired a firmer texture and shrunk in size.
This process of dipping and rolling was repeated for three to four hours with the hat being continually measured until it reached the required size.
l The hatter is stretching the felt hood over the wooden hat block.
On the bench are the tools of the hatting trade:raising card, wood or copper stamper, warping pin, ladle and water bucket.
The next stage of the hat-making process was blocking.
Advertisement
Hide AdAdvertisement
Hide AdThe edge of the hood was turned up approximately two inches and a number of folds were made.
The hood was kept wet with warm water until a flat portion formed, equal in size to the intended crown of the hat.
The flat part was then placed on a wooden block, the size and shape of the intended hat.
The felt was pulled down around the block and a cord tied tightly round.
Advertisement
Hide AdAdvertisement
Hide AdIt was then forced down to the bottom of the block with a wooden or copper ‘stamper’.
The crown of the hat was formed.
The hat was removed from the block and allowed to fully dry.
It was then ready for the subsequent operations of dyeing, stiffening and finishing.
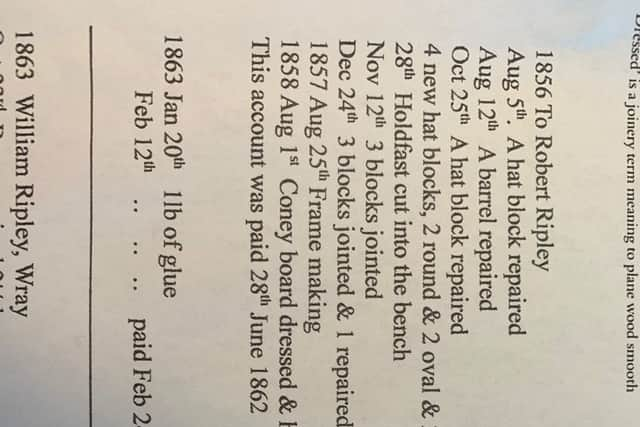
Joiner and Wheelwright’s day book, circa 1856.
This invoice (pictured) to Robert Ripley is taken from the day book of Isaac Brotherton and details items required for the hat trade,
Advertisement
Hide AdAdvertisement
Hide AdListed on the invoice are a number of timber blocks, the size and shape of a hat, which have been repaired or made new.
Cony* boards have been dressed* on a regular basis and a bow has been repaired.
Animal glue has also been purchased in relatively large quantities.
*Cony is an old name for a rabbit. Rabbit fur was commonly used in Wray for the making of hats.
*Dressed is a joinery term meaning to plane wood smooth.
Advertisement
Hide AdAdvertisement
Hide AdRobert Ripley is listed in the 1861 census as a hat manufacturer and his 19-year-old son William also appears as an apprentice.
Wray’s hat making industry was in decline at this time with eight hatters, one hat finisher and a hat trimmer. Ten years later in 1871 the number of hatters in Wray had fallen to just four.By 1881 no hatters are listed in the census and the glory days of Wray’s hatmaking industry had come to an end.